-
[기계안전기술사] 프레스 작업안전기계안전기술사 Study/06 산업용기계 안전 2022. 11. 6. 15:09728x90반응형SMALL
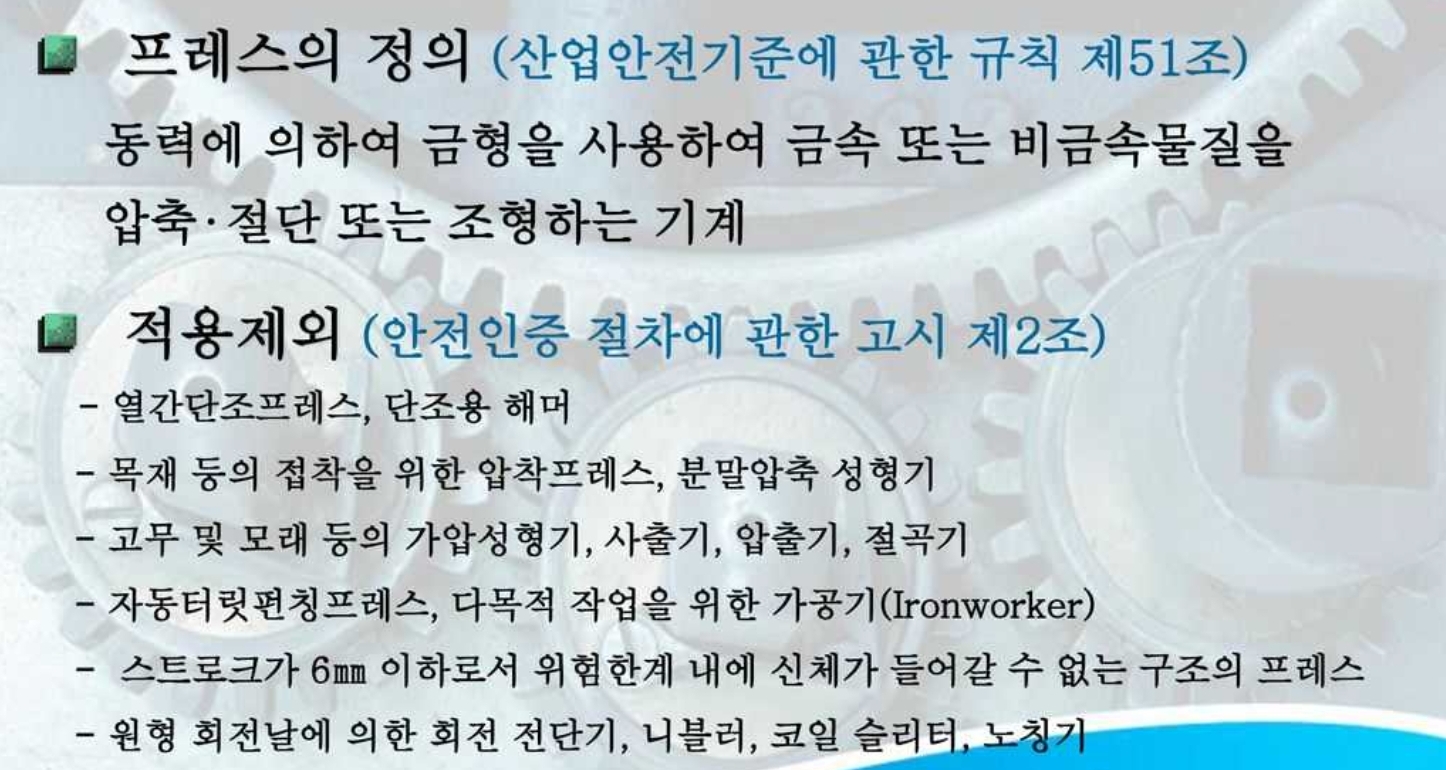
1. 프레스의 정의
프레스란 원칙적으로 2개 이상의 서로 대응하는 금형을 사용하여
그 금형사이에 금속이나 플라스틱 등의 가공재를 놓고, 금형이 가공재에 강력한 힘을 가하여
굽힘, 드로잉, 압축, 절단, 천공 등의 가공을 하는 기계를 말한다.
안전인증·자율안전확인신고의 절차에 관한 고시 [시행 2022.8.30.][별표 1] 안전인증대상기계등의 규격 및 형식별 적용범위(제2조제1항 관련).PDF0.06MB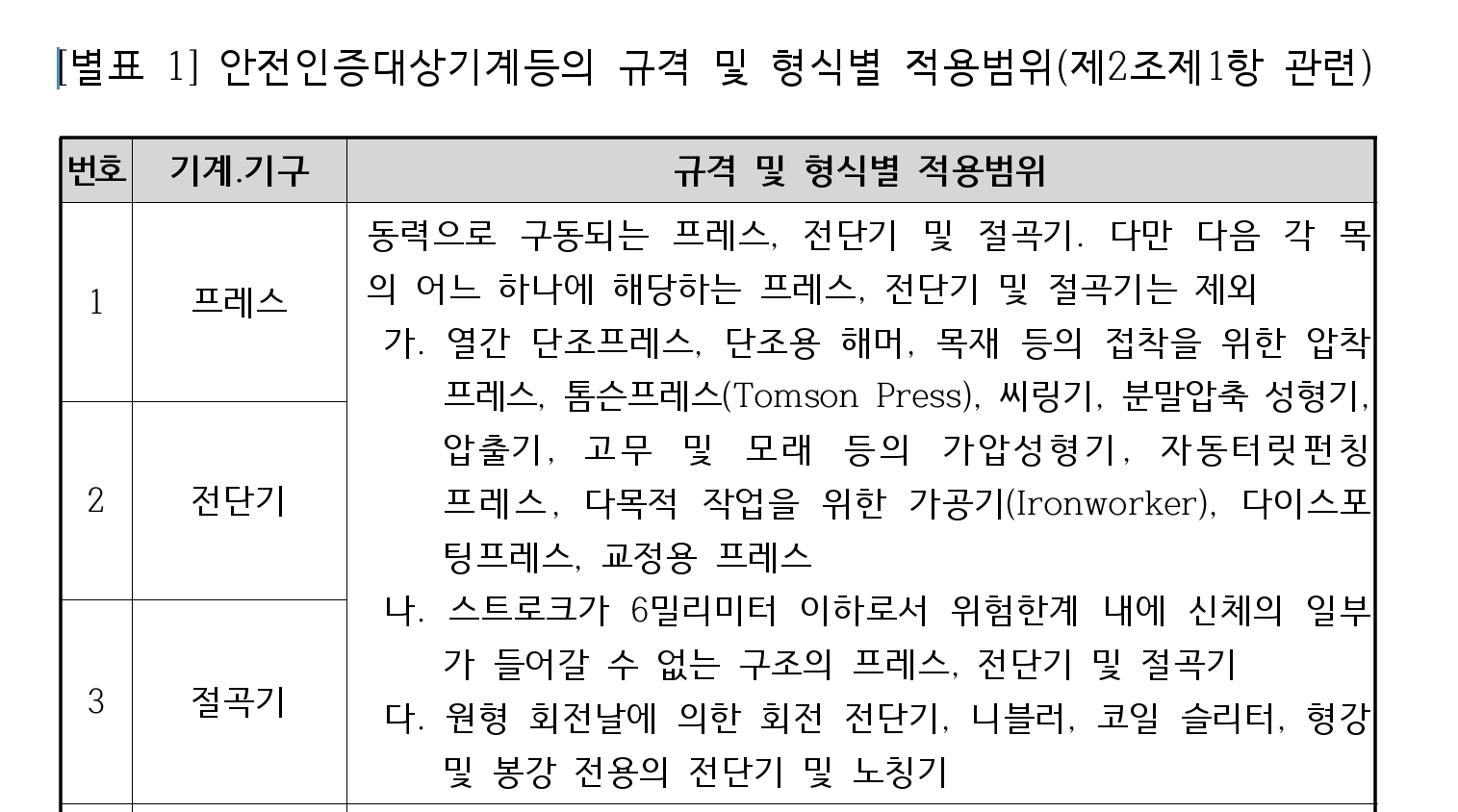
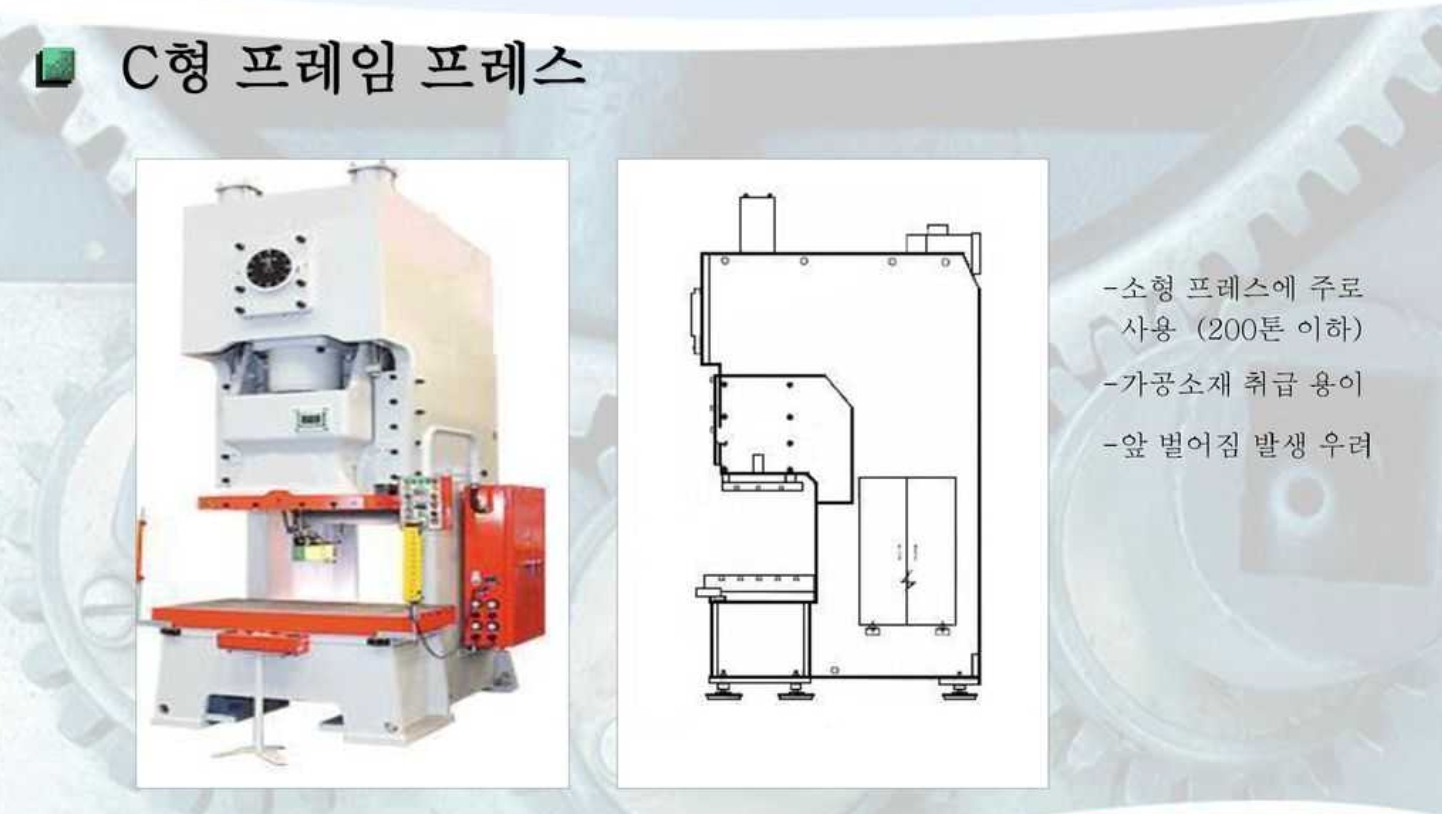
2. 프레스 종류 및 특징





3. 프레스 구조 및 동작원리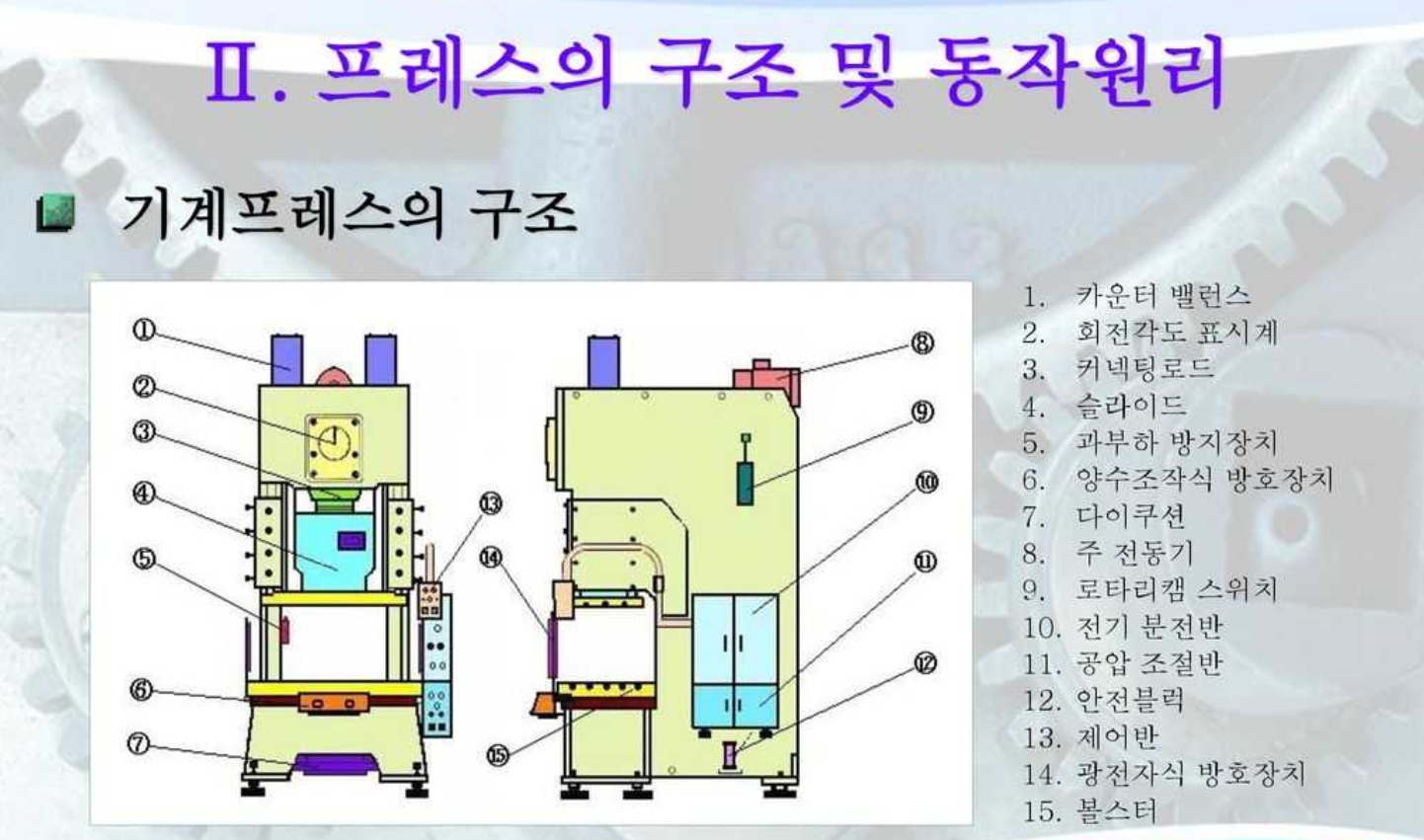
[프레스 주요구조부 및 주요 사용용어 정의]
위험기계·기구 안전인증 고시 [시행 2020.1.16.]
제2장 프레스, 전단기 및 절곡기
제1절 통칙
제4조(정의)
이 장에서 사용하는 용어의 뜻은 다음과 같다.
1. "프레스”란 금형과 금형 사이에 금속 또는 비금속물질을 넣고 압축, 절단 또는 조형하는
기계를 말한다.
2. "전단기”란 상·하의 칼날 사이에 금속 또는 비금속 물질을 넣고 전단하는 기계를 말한다.
3. "절곡기”란 금형과 절곡날 사이에 금속 또는 비금속 판재를 넣고 굽힘 가공하는 기계를 말한다.
4. "비상정지장치”란 프레스, 전단기 및 절곡기(이하 "프레스등”이라 한다)의 슬라이드,
램 및 빔(이하 "슬라이드등”이라 한다)의 동작을 즉시 정지시킬 수 있는 장치를 말한다.
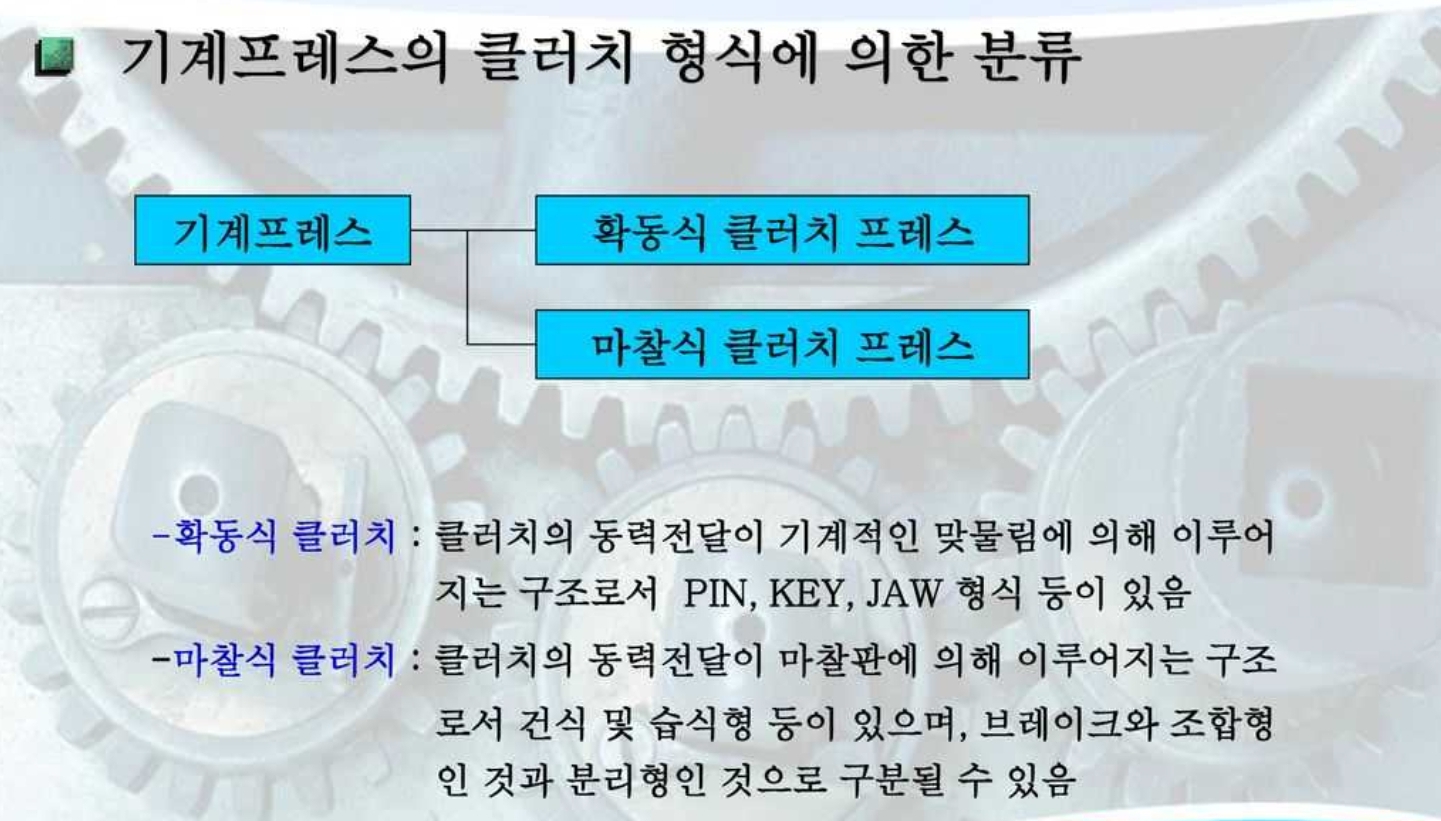
5. "기계 프레스등”이란 기계적인 힘에 의하여 슬라이드등을 구동하는 프레스등을 말한다.
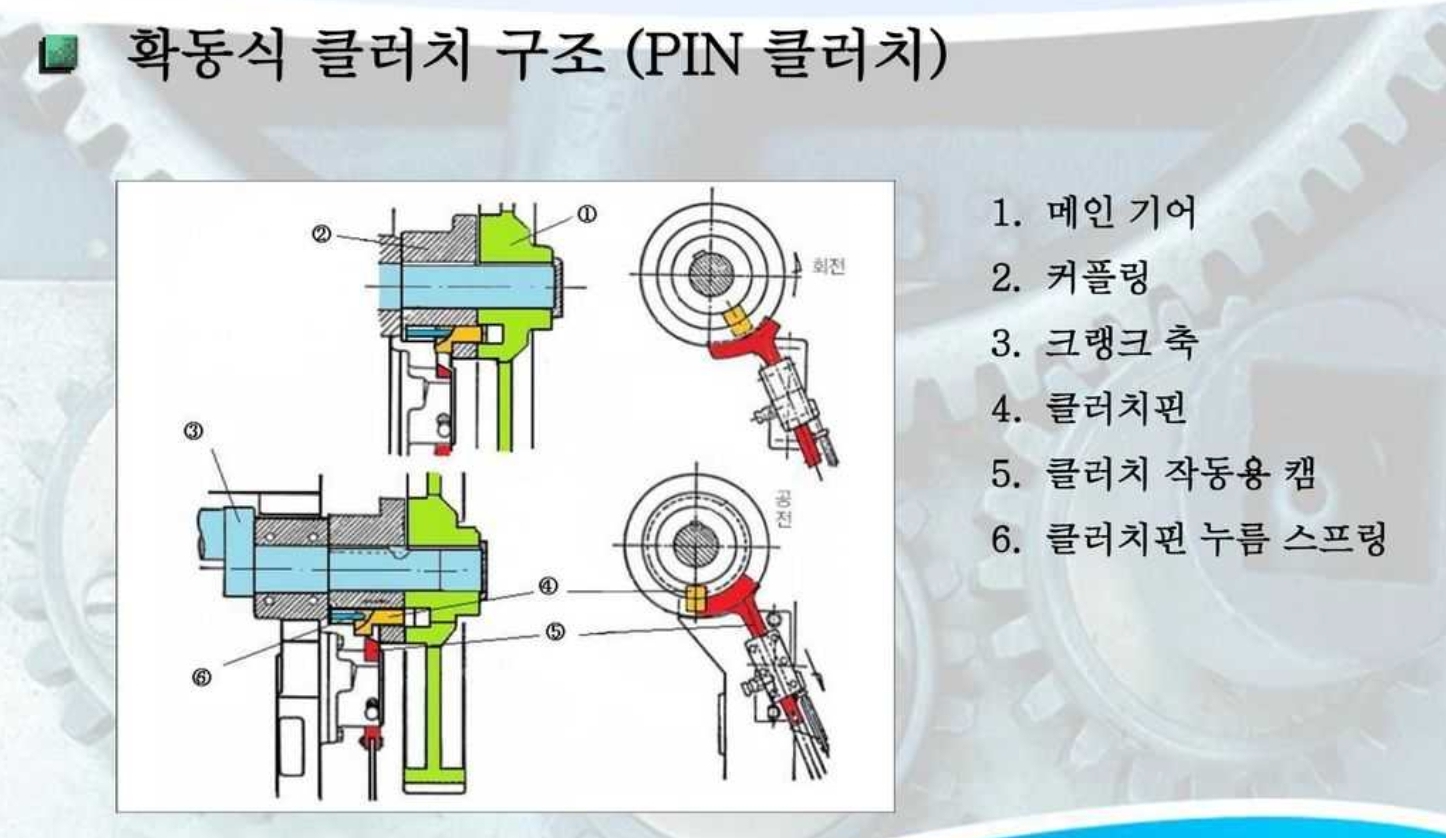
6. "핀 클러치 프레스등”이란 기계 프레스등 중에서 클러치가 슬라이딩핀 구조로 된 것을 말한다.
7. "키 클러치 프레스등”이란 기계 프레스등 중에서 클러치가 롤링키 구조로 된 것을 말한다.
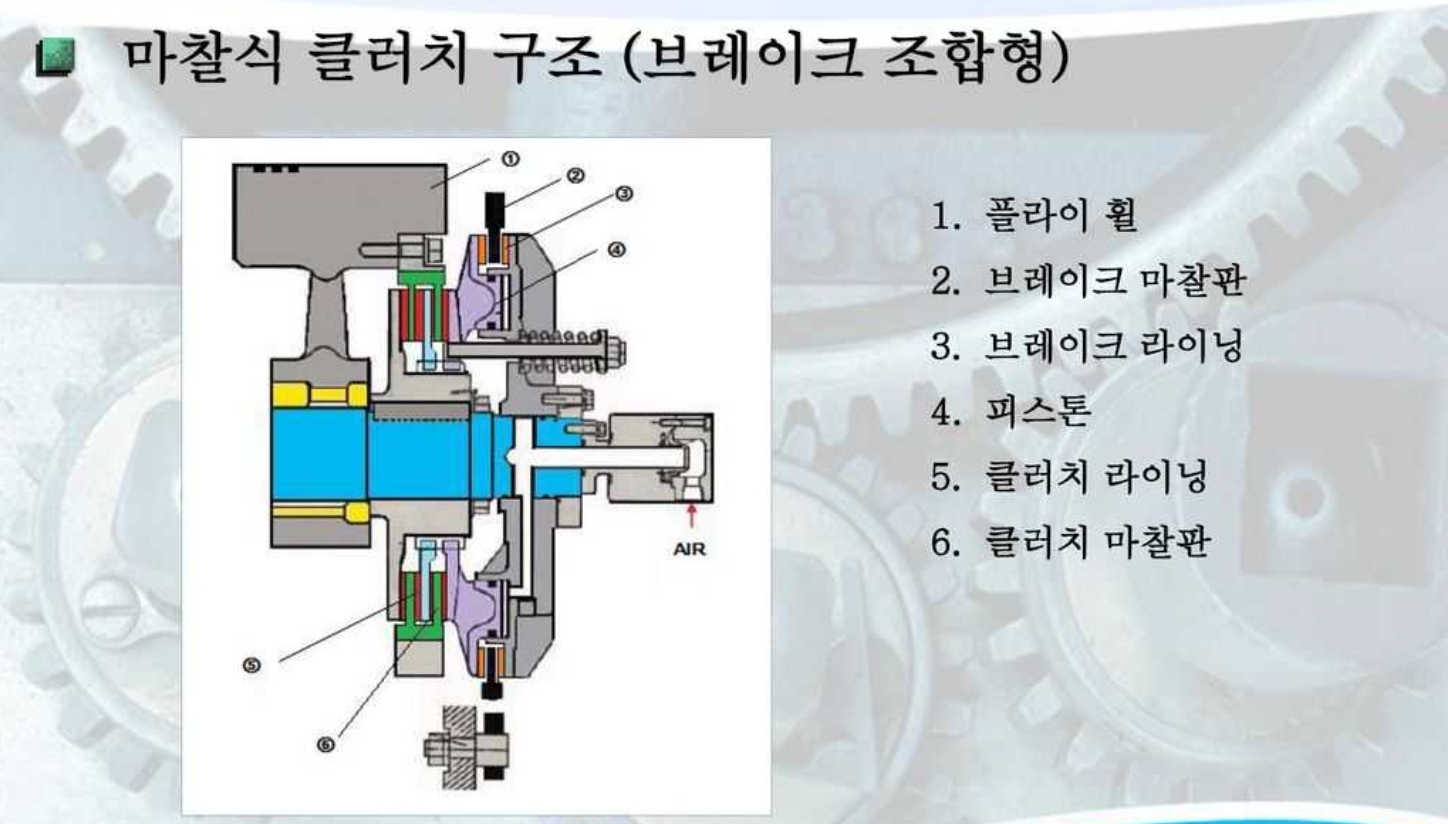
8. "마찰 클러치 프레스등”이란 기계 프레스등 중에서 클러치가 마찰판 구조로 된 것을 말한다.
9. "액압 프레스등”이란 슬라이드등의 작동을 유체의 압력에 의하여 작동시키는
프레스등을 말한다.
10. "미동기구”란 방호장치나 비상정지스위치 등에 의하여 급정지된 프레스등을
상사점으로 복귀시키거나, 공구설정·시험행정·보수·윤활작업 시 슬라이드등의
작동량을 제한하는 제어기능 등을 말한다.
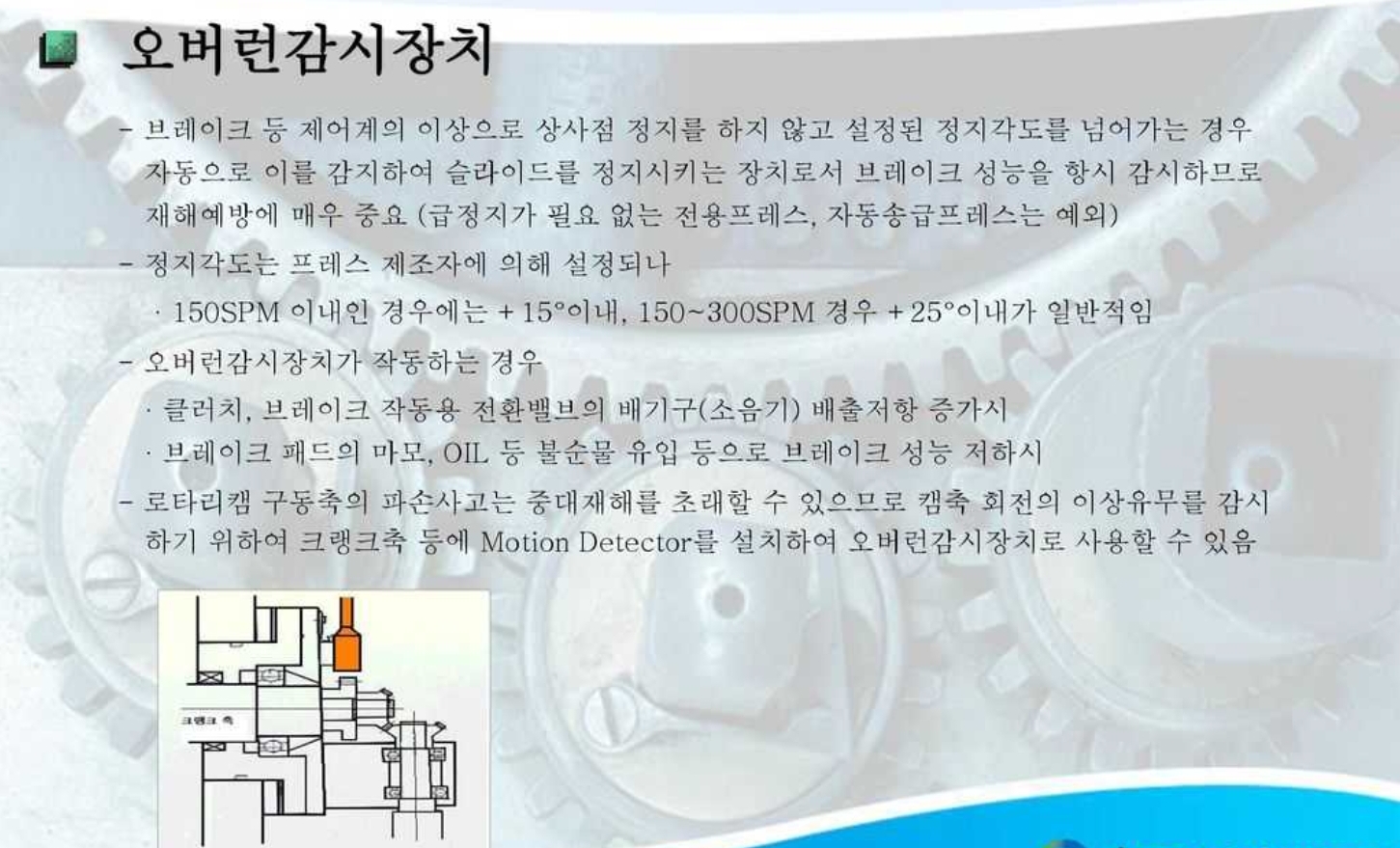
11. "오버런 감시장치”란 크랭크 핀 등이 설정 정지점에 정지하지 않을 때 급정지기구를
써서 크랭크축 등의 회전을 정지시킬 수 있게 하는 장치를 말한다.
12. "전단능력”이란 전단기가 최대로 전단할 수 있는 재료의 두께와 폭을 말한다.
13. "위험한계”란 프레스등에 재료나 가공물이 위치하여 작업이 이루어지는 위험 범위를 말한다.
14. "잠금장치”란 기계에서 발생되는 위험이 제거되기 전에는 가드의 문이 열리지 않도록
하는 기계적 장치를 말한다.
15. 프레스등의 "주요 구조부”란 다음 각 목과 같다.
가. 프레임
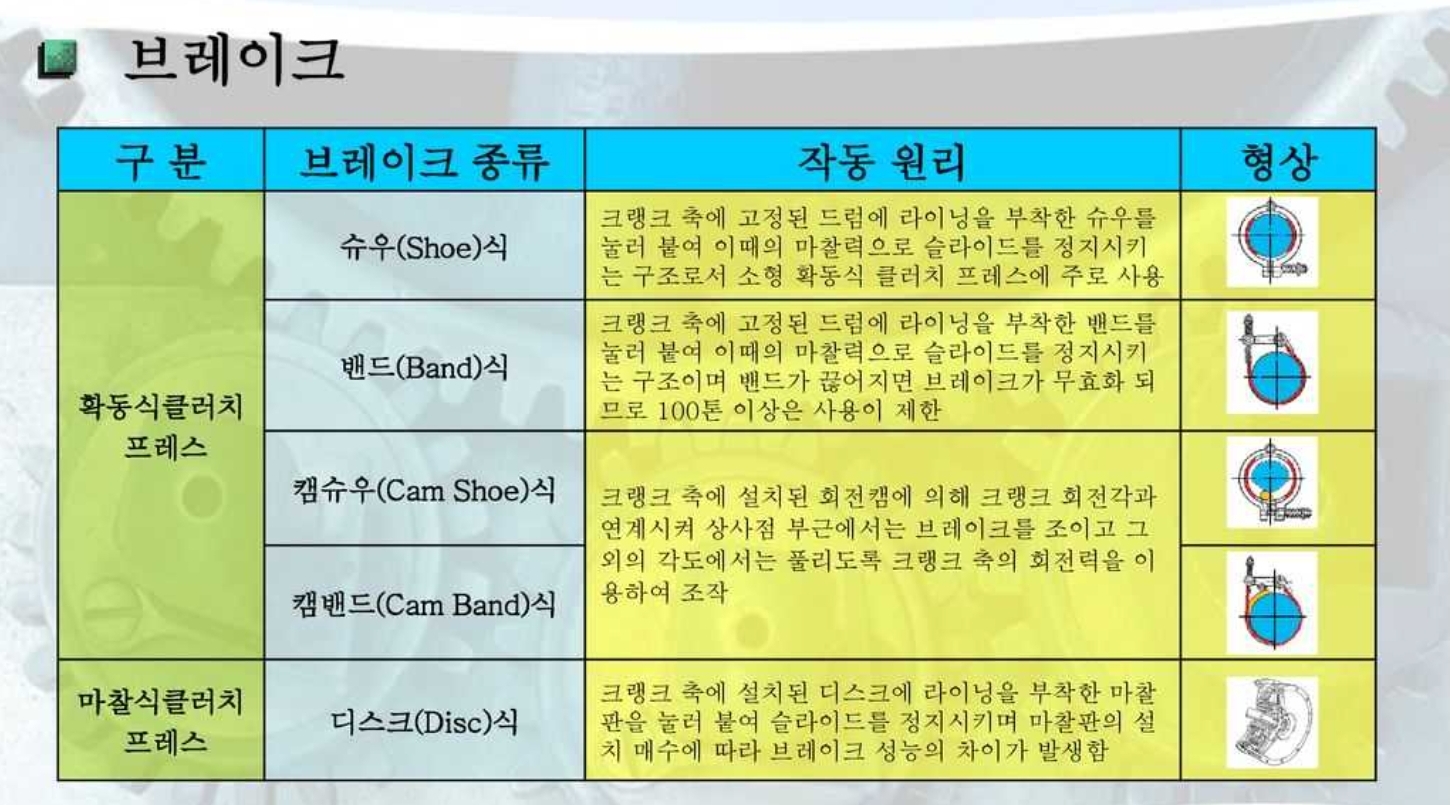
나. 전동기, 크랭크 축, 기어, 클러치, 실린더 및 브레이크
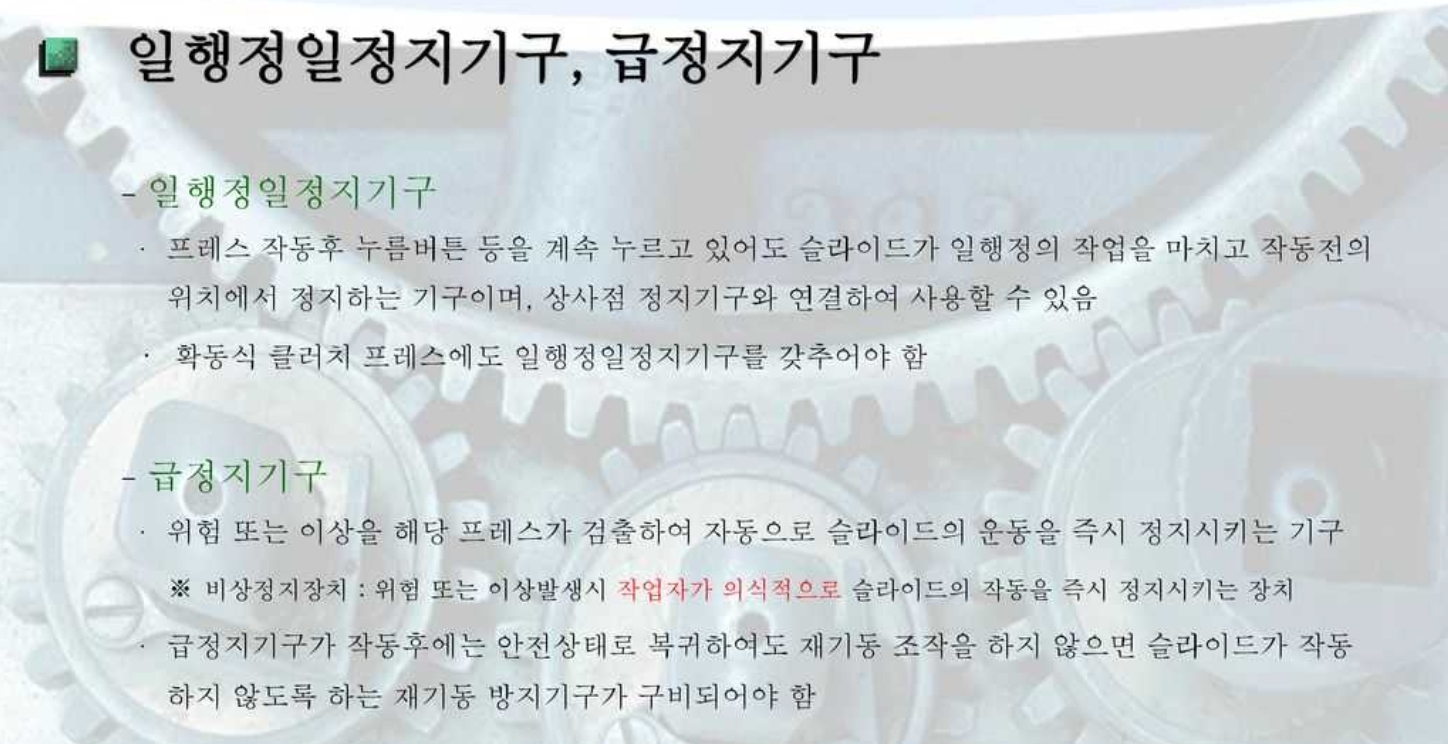
다. 1행정 1정지기구, 급정지장치, 비상정지장치 및 방호장치
라. 유·공압계통
마. 제어반200116 위험기계기구 안전인증고시 [고용노동부고시].PDF0.19MB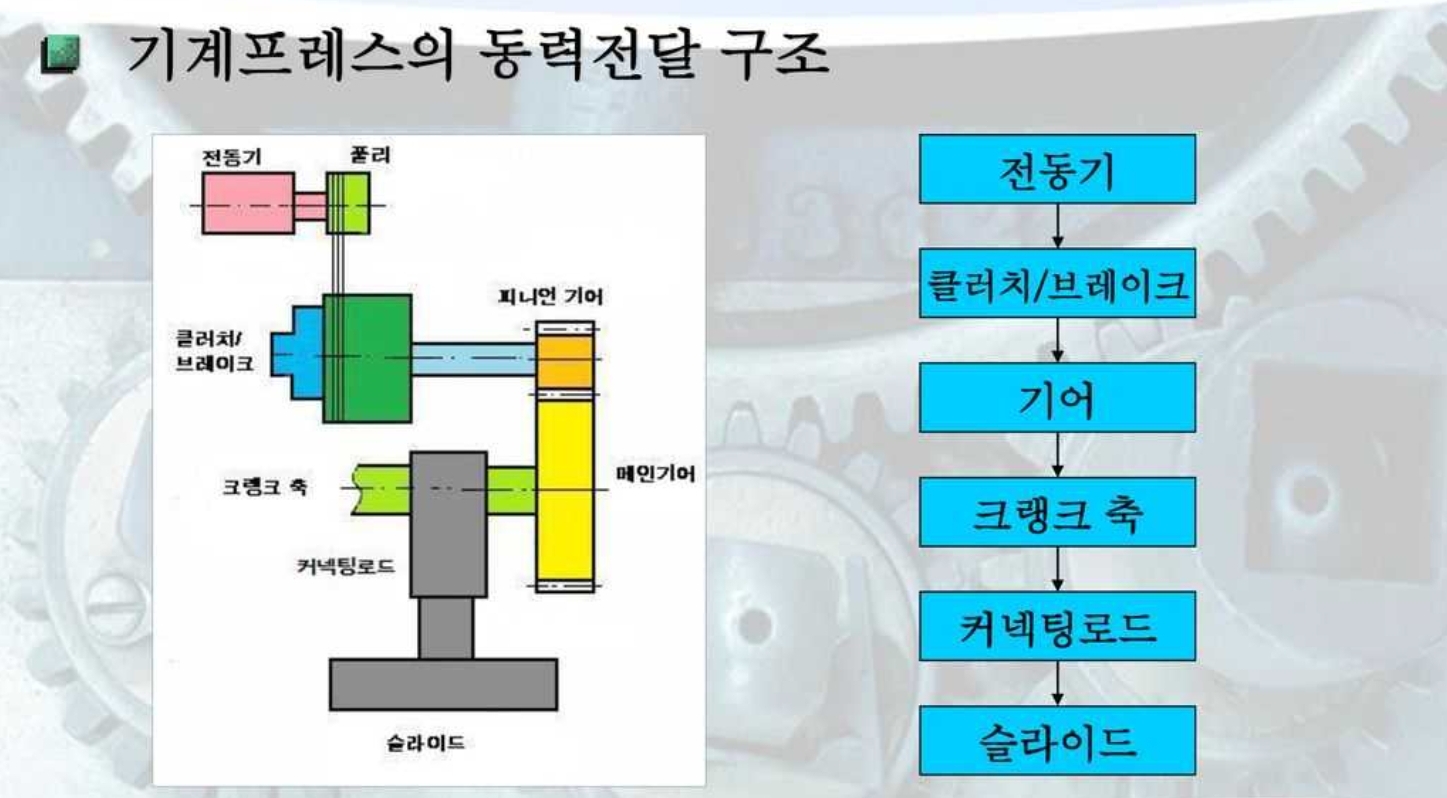

3. 프레스 제작 및 안전기준
[산업안전보건기준에 관한 규칙 [시행 2022.10.18.]
제3절 프레스 및 전단기
제103조(프레스 등의 위험 방지)
① 사업주는 프레스 또는 전단기(剪斷機)(이하 “프레스등”이라 한다)를 사용하여
작업하는 근로자의 신체 일부가 위험한계에 들어가지 않도록 해당 부위에 덮개를
설치하는 등 필요한 방호 조치를 하여야 한다.
다만, 슬라이드 또는 칼날에 의한 위험을 방지하는 구조로 되어 있는 프레스등에
대해서는 그러하지 아니하다.
② 사업주는 작업의 성질상 제1항에 따른 조치가 곤란한 경우에
프레스등의 종류, 압력능력, 분당 행정의 수, 행정의 길이 및 작업방법에 상응하는 성능
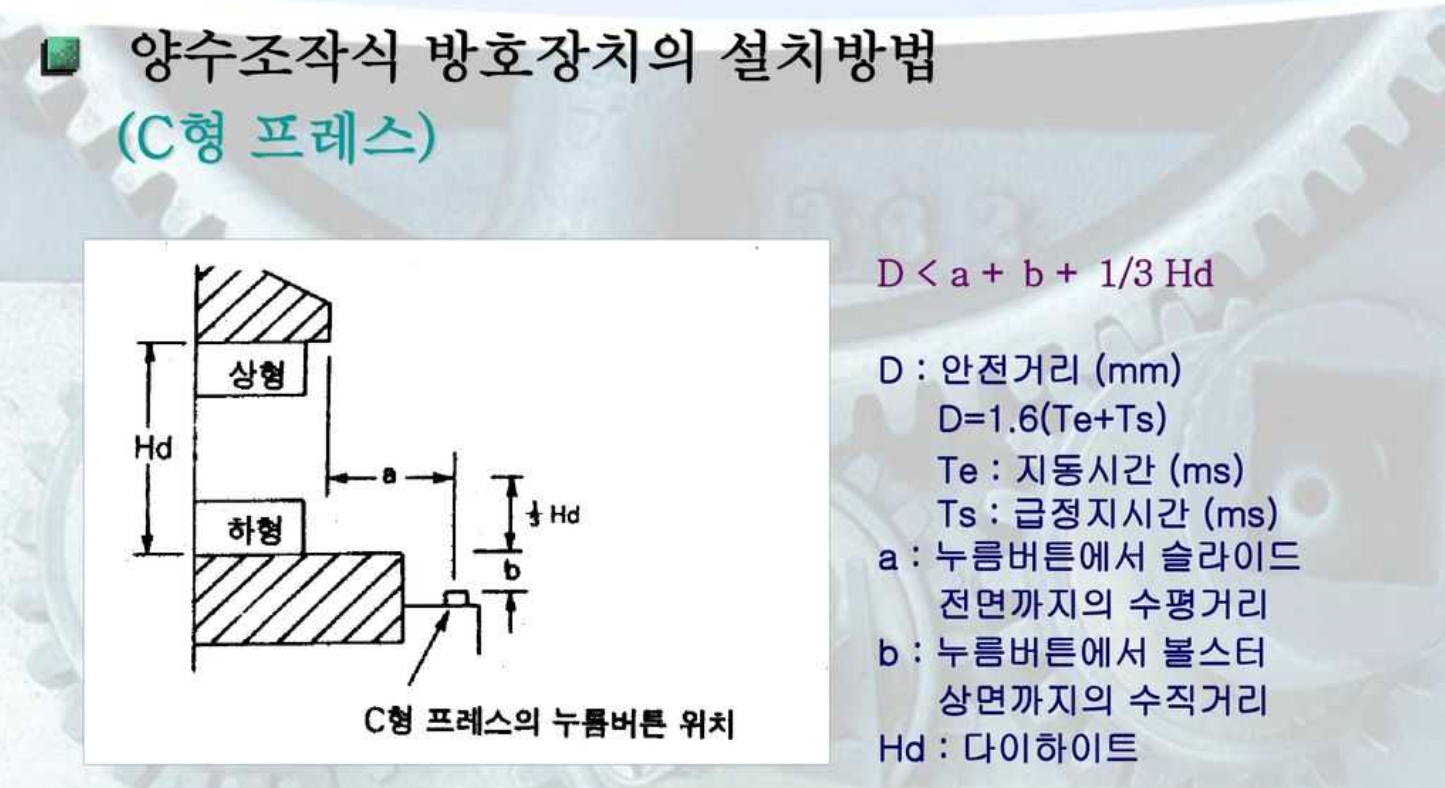
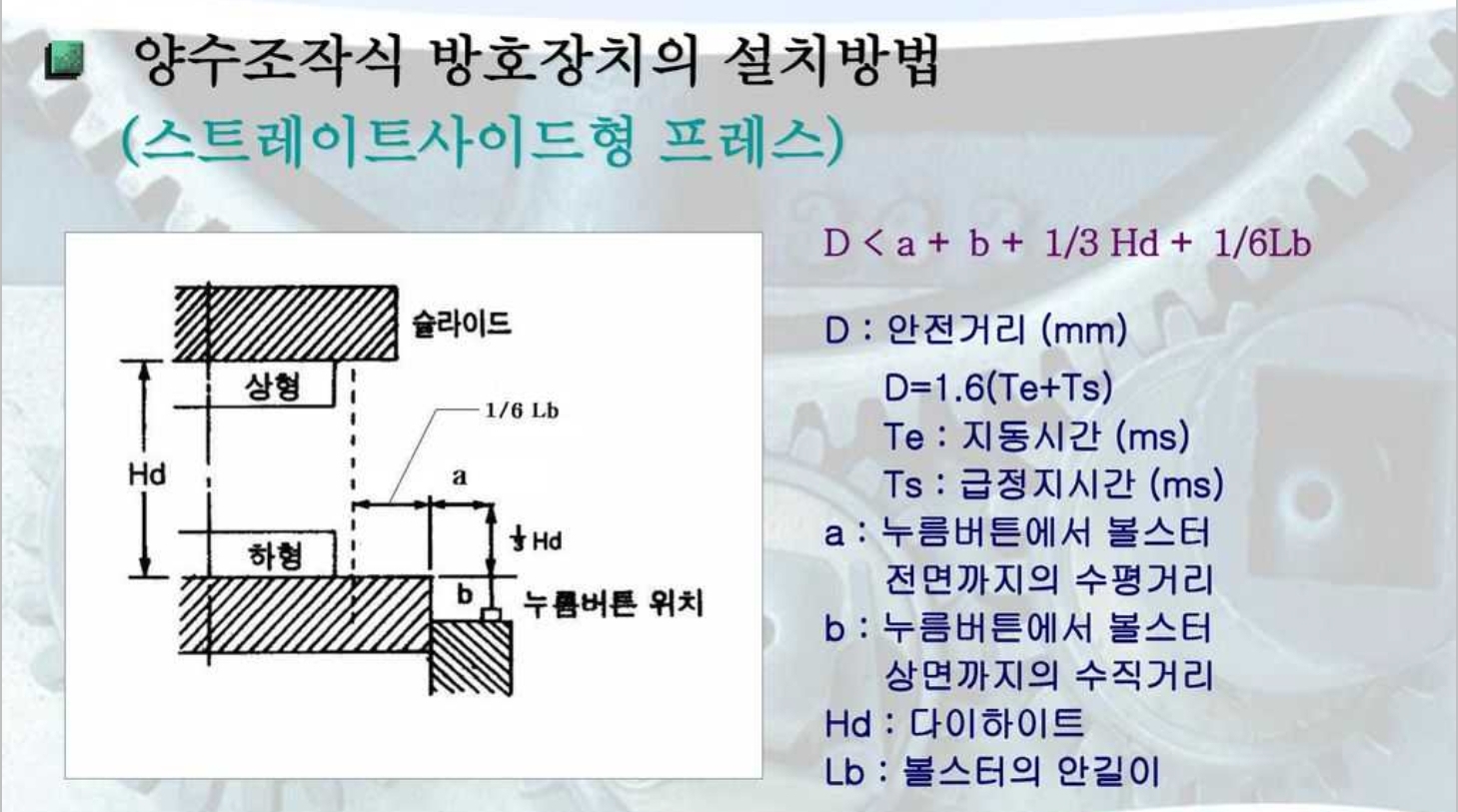
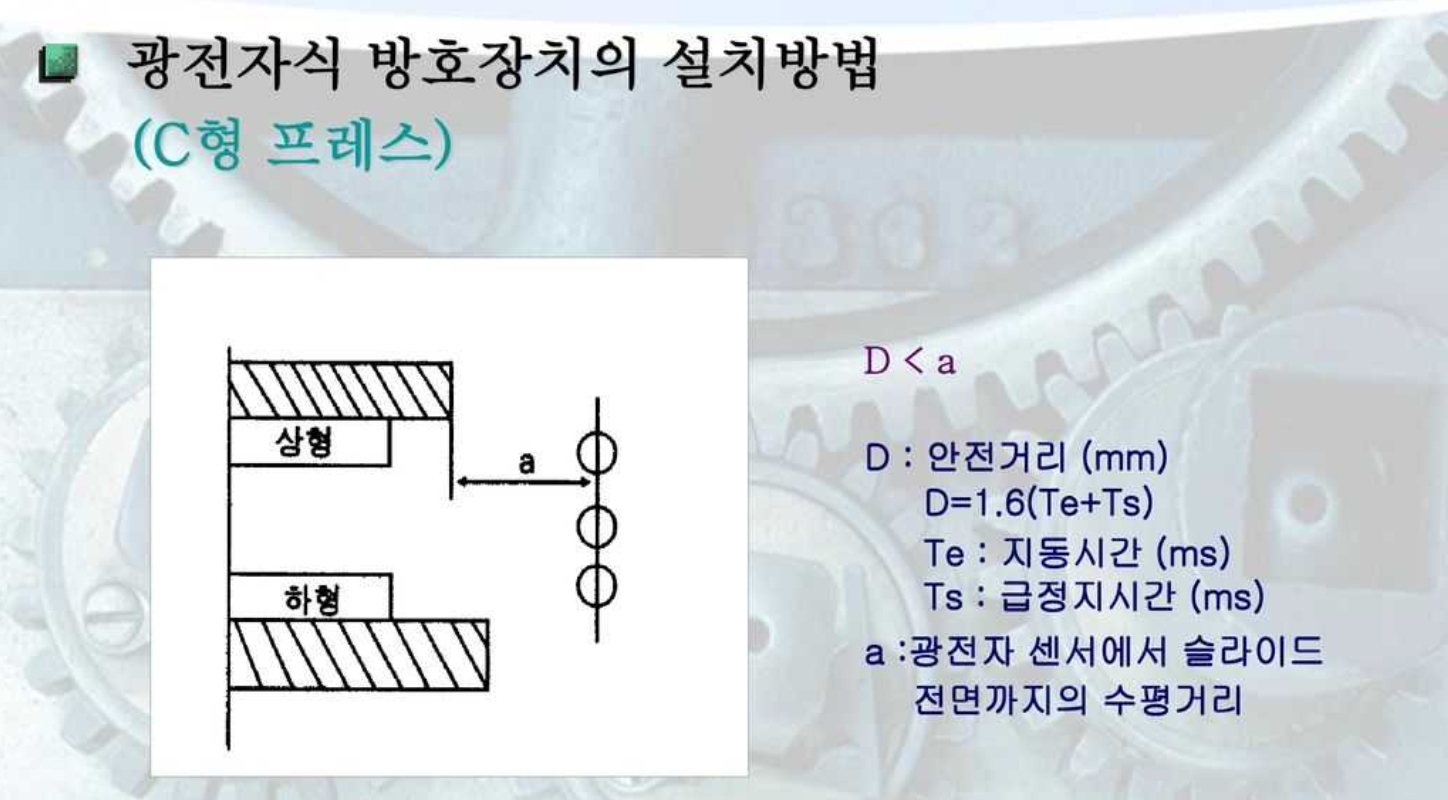
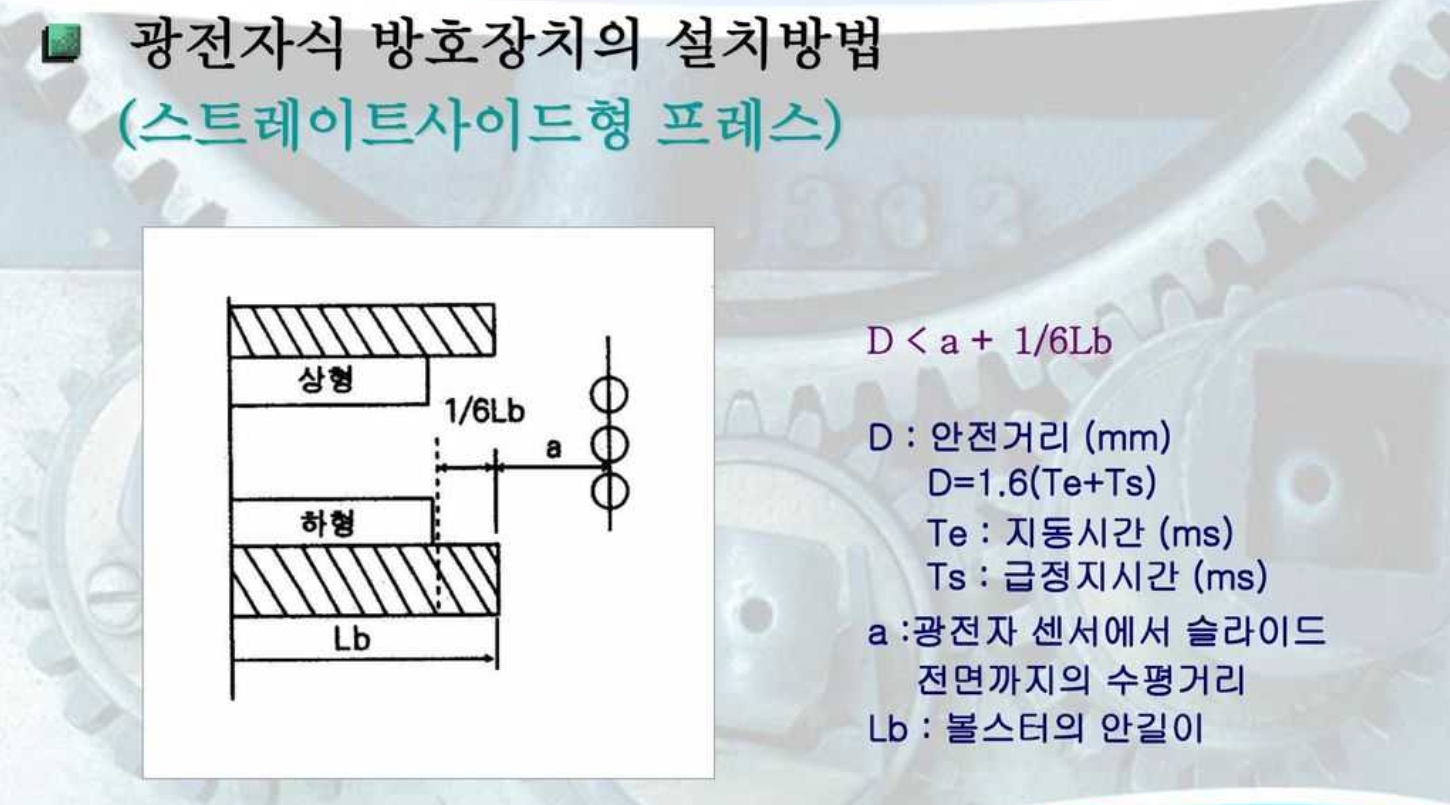
(양수조작식 안전장치 및 감응식 안전장치의 경우에는 프레스등의 정지성능에 상응하는 성능)을
갖는 방호장치를 설치하는 등 필요한 조치를 하여야 한다.
③ 사업주는 제1항 및 제2항의 조치를 하기 위하여 행정의 전환스위치, 방호장치의 전환스위치
등을 부착한 프레스등에 대하여 해당 전환스위치 등을 항상 유효한 상태로 유지하여야 한다.
④ 사업주는 제2항의 조치를 한 경우 해당 방호장치의 성능을 유지하여야 하며,
발 스위치를 사용함으로써 방호장치를 사용하지 아니할 우려가 있는 경우에
발 스위치를 제거하는 등 필요한 조치를 하여야 한다.
다만, 제1항의 조치를 한 경우에는 발 스위치를 제거하지 아니할 수 있다.
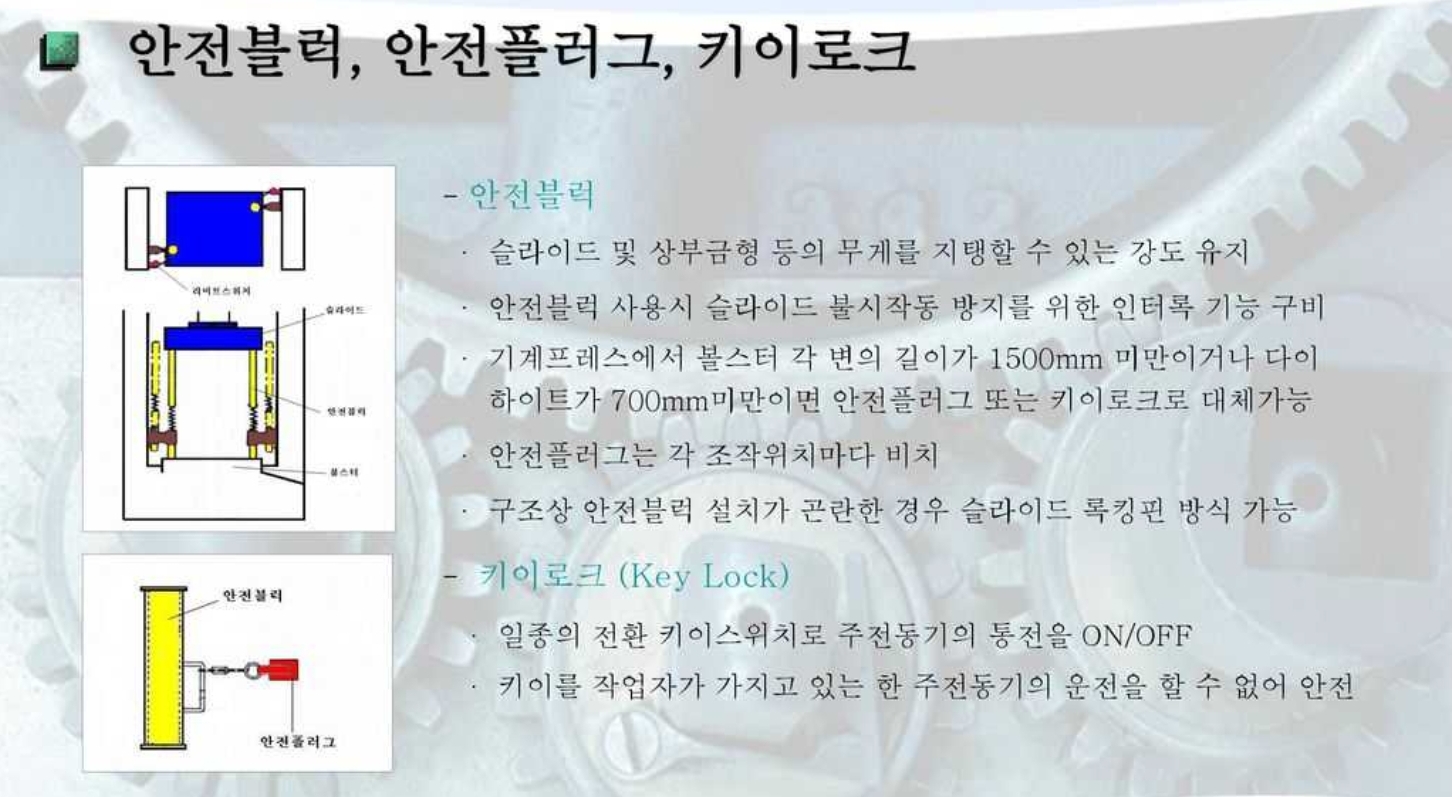
제104조(금형조정작업의 위험 방지)
사업주는 프레스등의 금형을 부착ㆍ해체 또는 조정하는 작업을 할 때에
해당 작업에 종사하는 근로자의 신체가 위험한계 내에 있는 경우 슬라이드가 갑자기
작동함으로써 근로자에게 발생할 우려가 있는 위험을 방지하기 위하여 안전블록을
사용하는 등 필요한 조치를 하여야 한다.
[위험기계기구 안전인증고시]
[별표1 프레스 등 제작 및 안전기준 (제5조 관련)][별표 1] 프레스등 제작 및 안전기준(제5조 관련).PDF0.15MB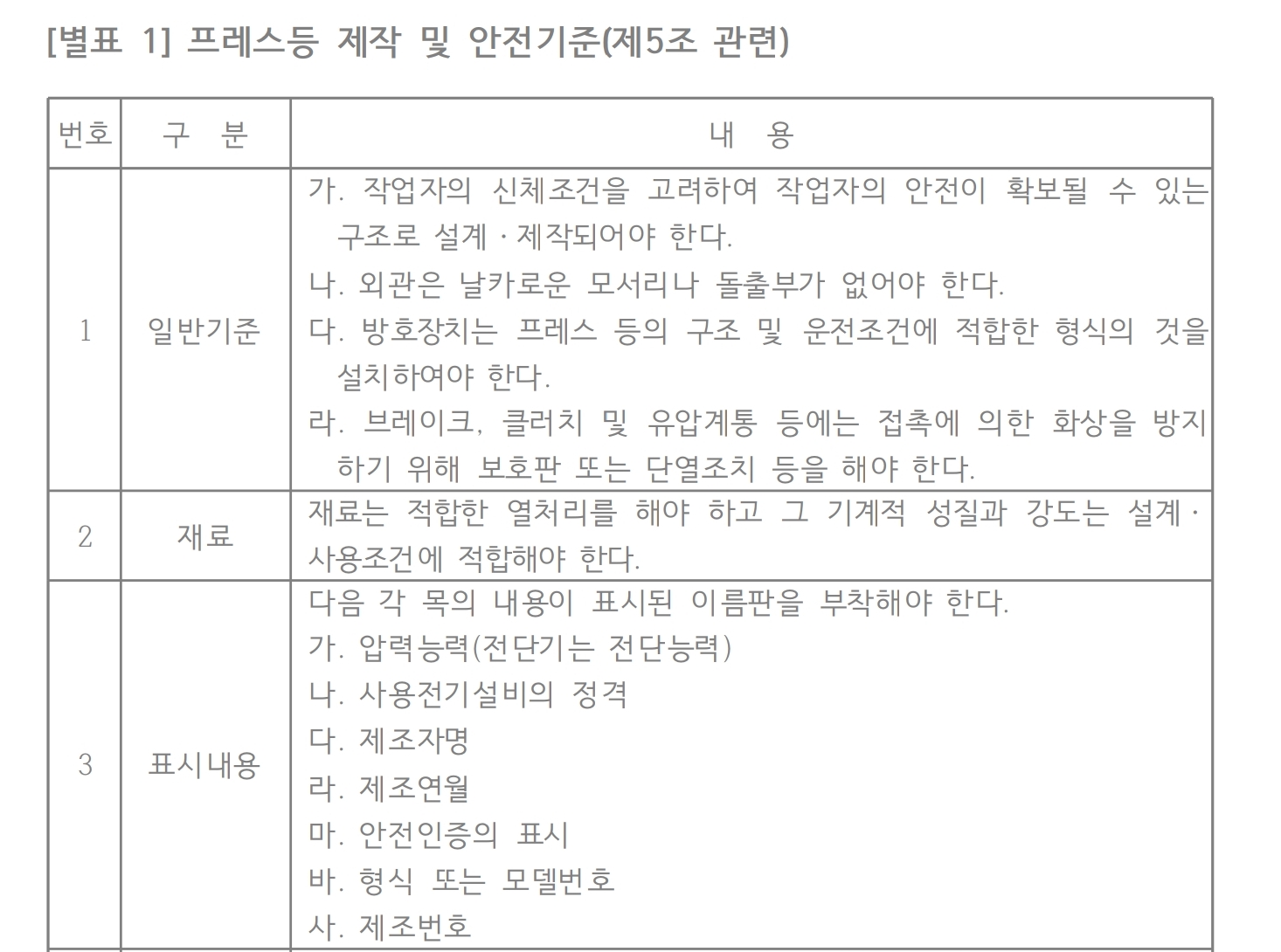


4. 프레스 주요 방호장치
[방호장치 안전인증 고시 시행 2021.3.1]
제2절 성능기준 및 시험방법
제4조(성능기준 및 시험방법) 프레스 또는 전단기 방호장치의 성능기준은 별표 1,
그 시험방법은 별표 1의2에 각각 따른다.[별표 1] 프레스 또는 전단기 방호장치의 성능기준(제4조 관련).PDF0.07MB[별표 1의2] 프레스 또는 전단기 방호장치의 시험방법(제4조 관련).PDF1.03MB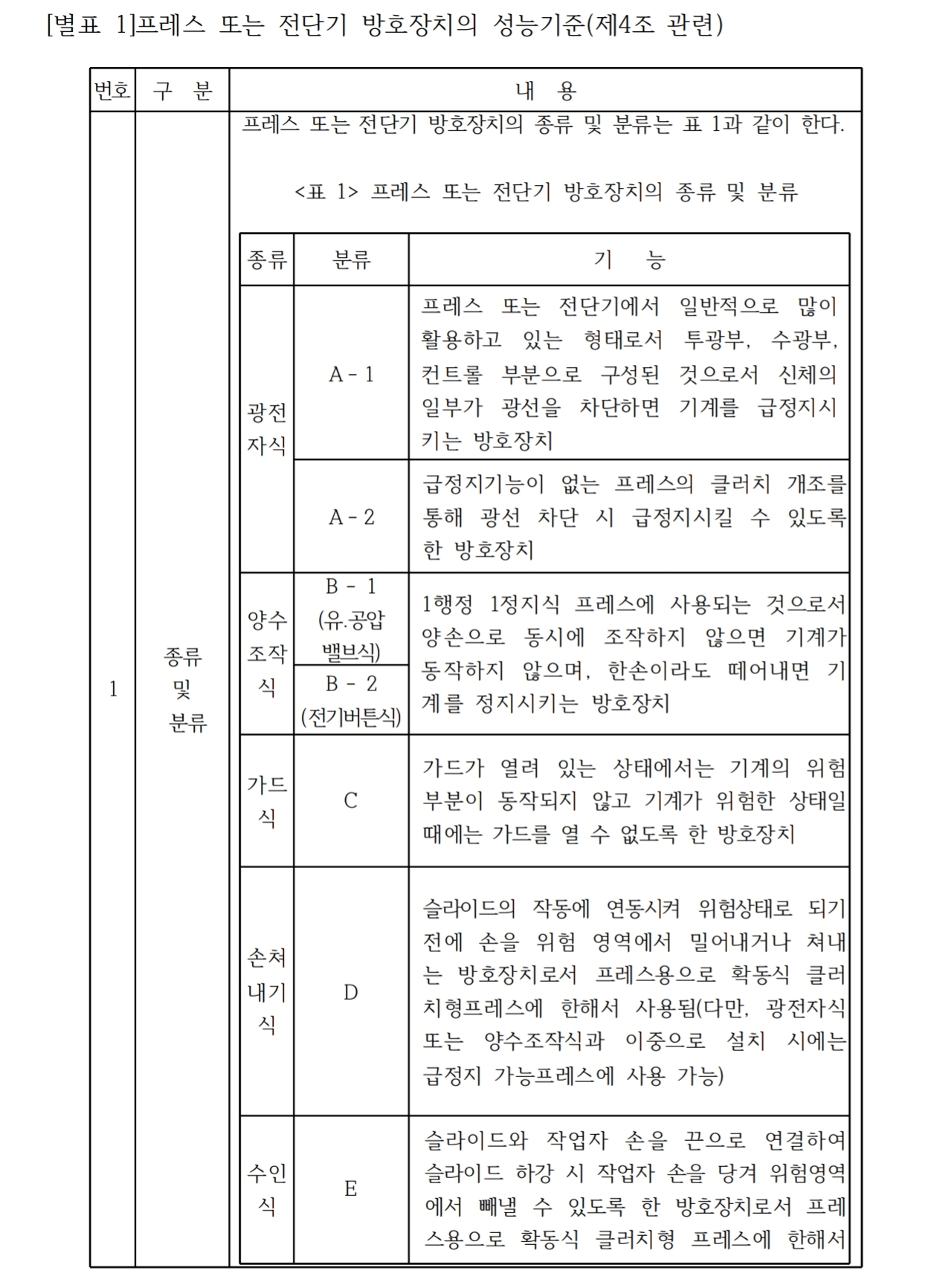





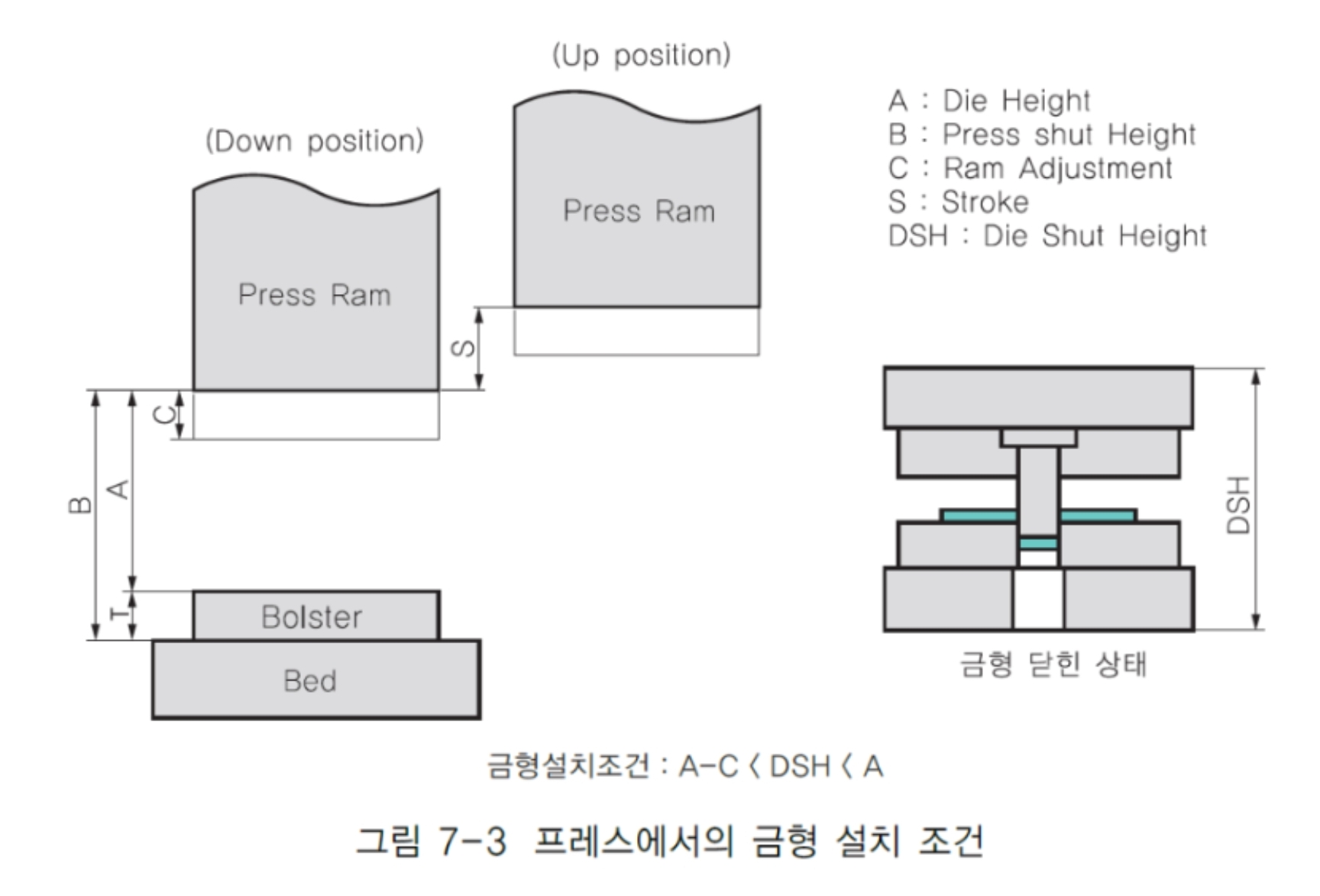
◎ 프레스 기계의 높이와 연결하여 금형 설치시 고려해야 하는 항목에는
다이하이트(Die height)와 셧 하이트(Shut height)가 있다.
1. 다이하이트 (Die height)
; 프레스 기계에 있어서 램(Ram)조절 나사를 전부 위로 죄인 곳에서
부터 슬라이드(Slide)의 스토로크(Stroke)의 하사점에 있을 때의
스라이드 하면과 볼스터(Bolster) 상면과의 사이를 다이하이트 라고 한다.
이 치수가 사용할 수 있는 금형의 최고 높이로서 커넥션너트를 실용적인
최대한 도량만큼 인장한 때의 사이가 금형의 최고 높이가 된다.
금형 설계에 있어서는 이와 같은 다이하이트, 나사의 조절량, 볼스터 면적,
기타 치수를 알고 있는 것이 절대 필요하다.
2. 셧하이트 (Shut height)
; 프레스 사양중 가장 중요한 것의 하나이며, 램(Ram)의 위치를 하사점
(stroke down)으로 내리고 램의 조절을 최대로 올린 상태(adjust up)의
위치에서 배드 상면까지의 거리를 보통 셧하이트라고 한다.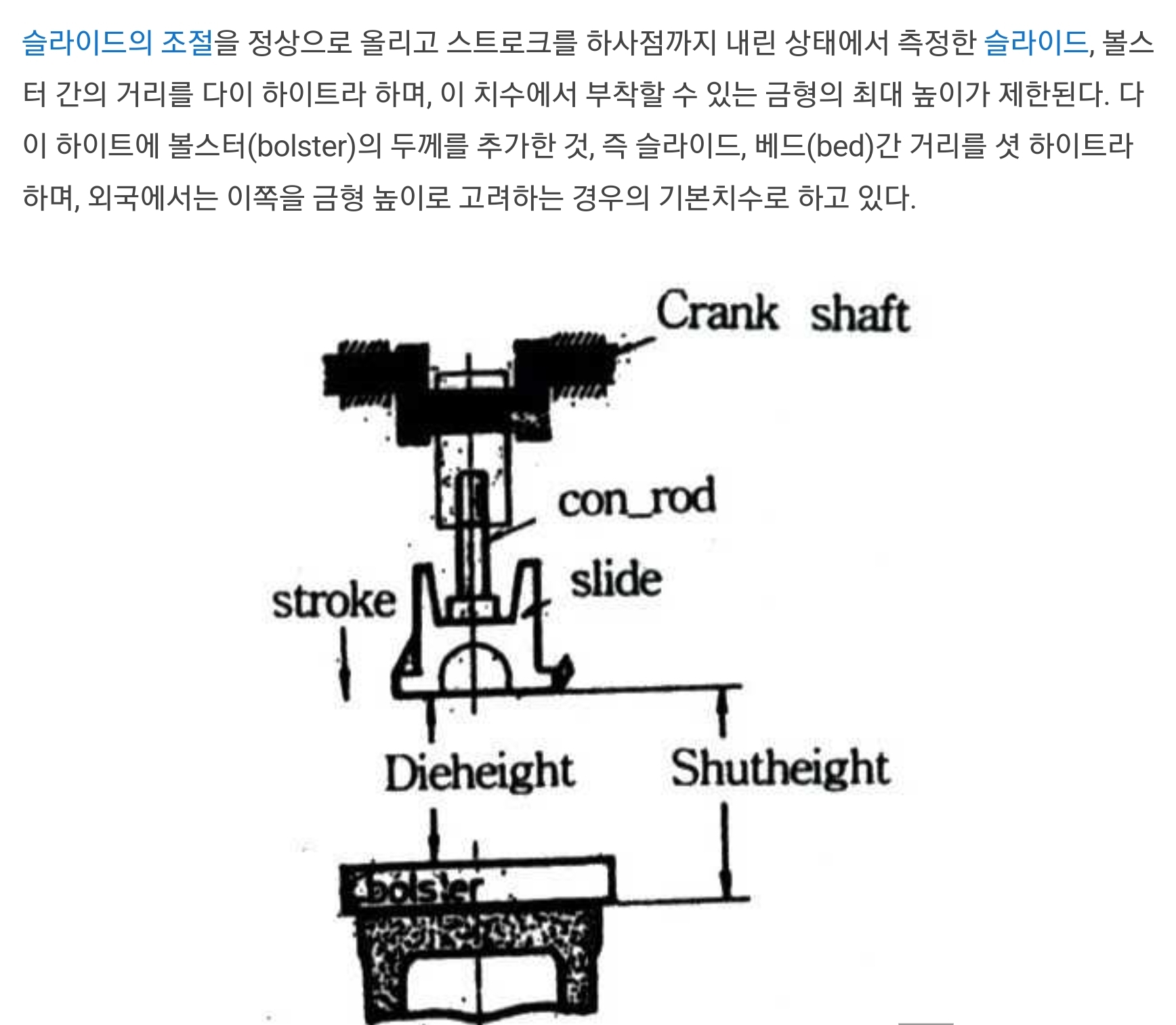
5. 프레스 작업의 위험성
- 단시간에 많은 에너지를 가하여 가공하므로 재해 발생시 신체장해가 대부분이다.
- 위험부위에 근접작업이 이루어지는 경우가 많다.
- 작업동작이 단조롭기 때문에 주의력이 많이 떨어진다.
- 자기 위주의 작업을 시도하는 경향이 많으며, 수공구의 사용을 기피하는 것이 일반적이다.
- 스크랩(Scrap : 파편, 조각) 처리방법이 불량하다.
- 금형 설계․제작시 경제성이 우선되어 안전에 대한 고려가 미흡하다.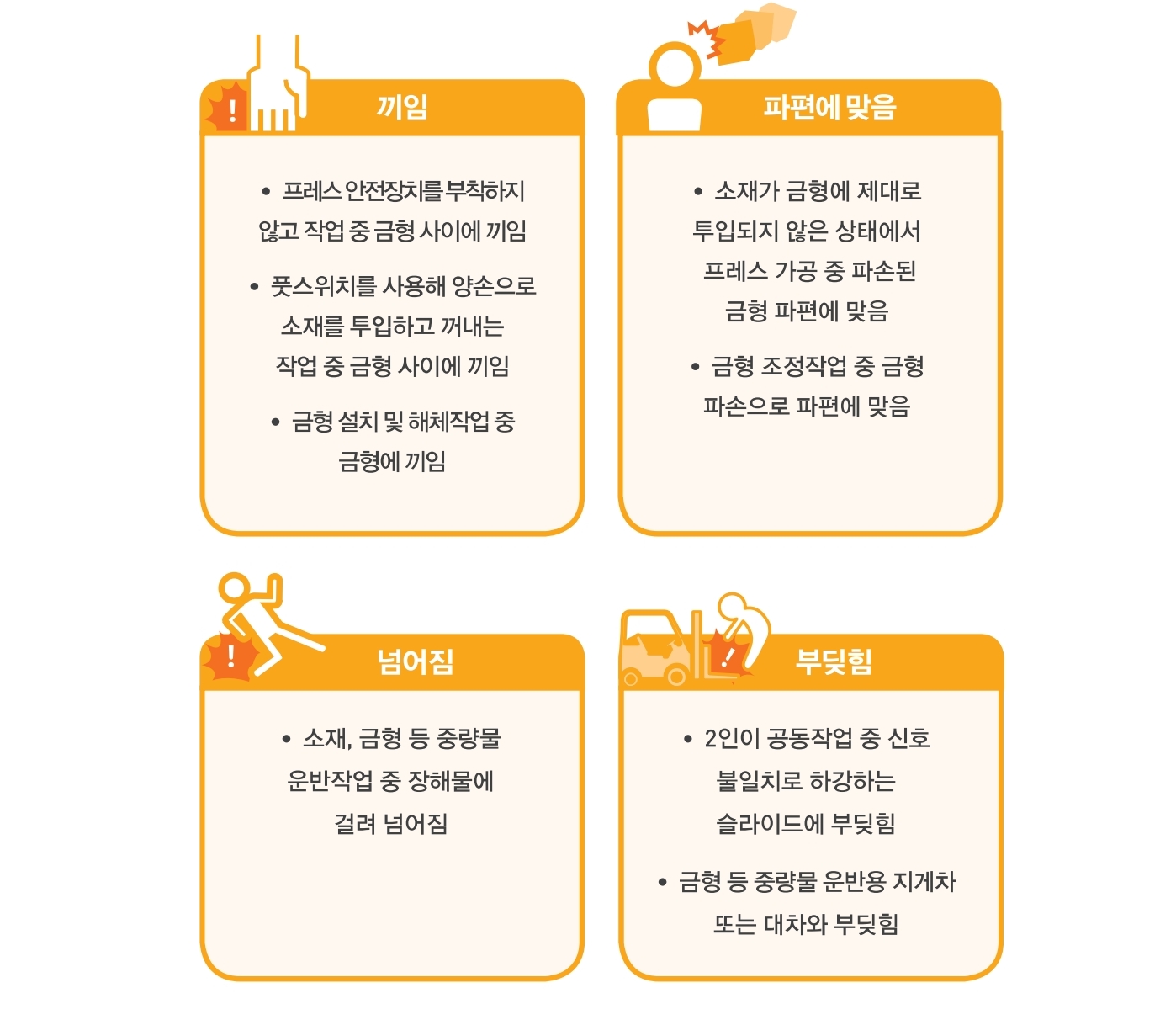
3. 프레스 작업의 위험요인
- 성형된 제품을 제거할 때 별도 제작된 수공구를 준비하지 않았거나 사용하지 않았다.
- 프레스기에 가드가 설치되어 있지 않거나, 개구부가 너무 크거나 옆면의 가드가
너무 좁은 것은 적당치 않다.
- 방호장치의 성능, 설치상태 등이 적절치 않거나 부적당한 방호장치가 설치되었다.
- 작업자가 프레스기를 임의로 조절하거나, 금형을 바꾸거나 수리할 때 동력을 차단하지 않았다.
- 재료의 송급․배출작업에 수공구를 사용하지 않았다.
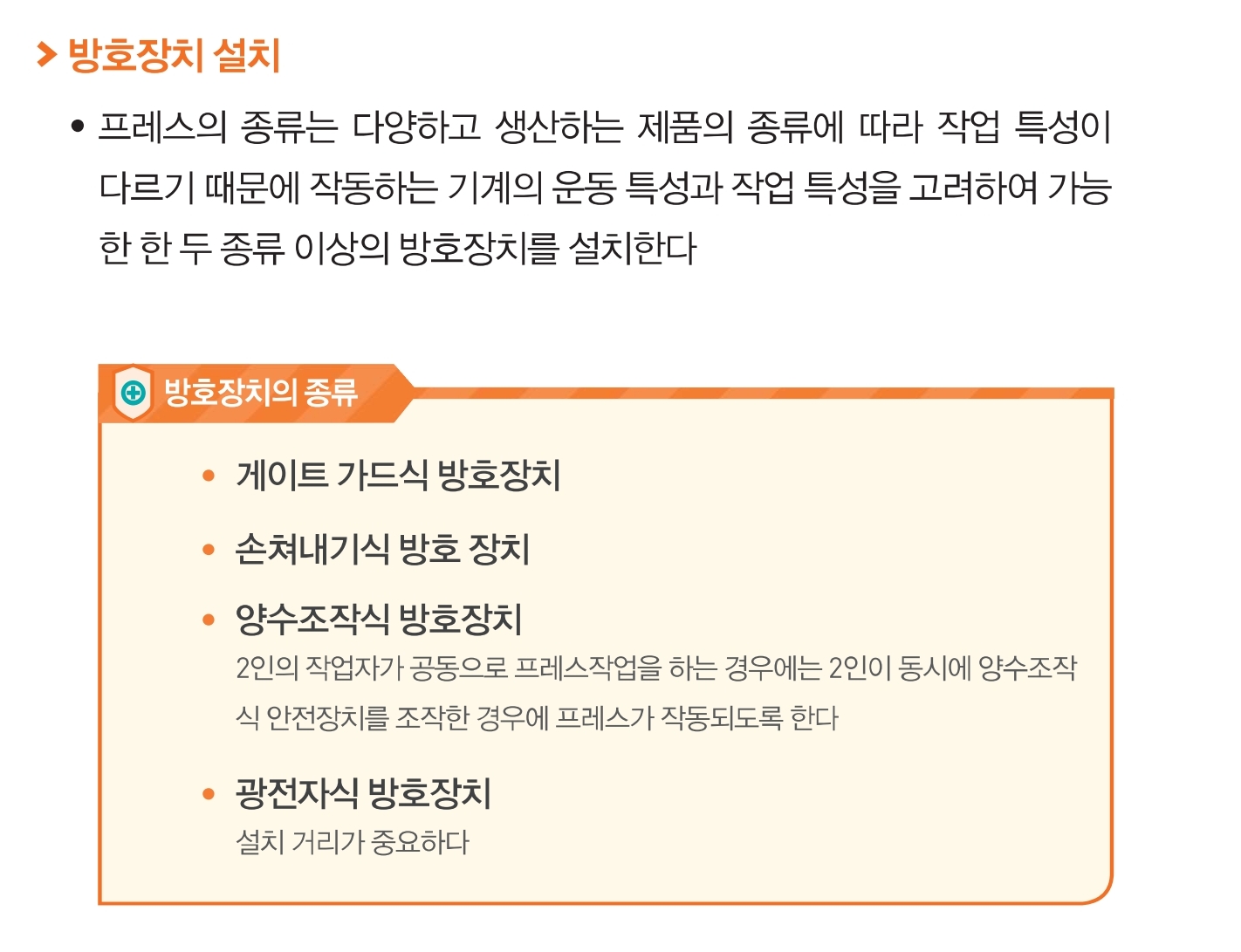
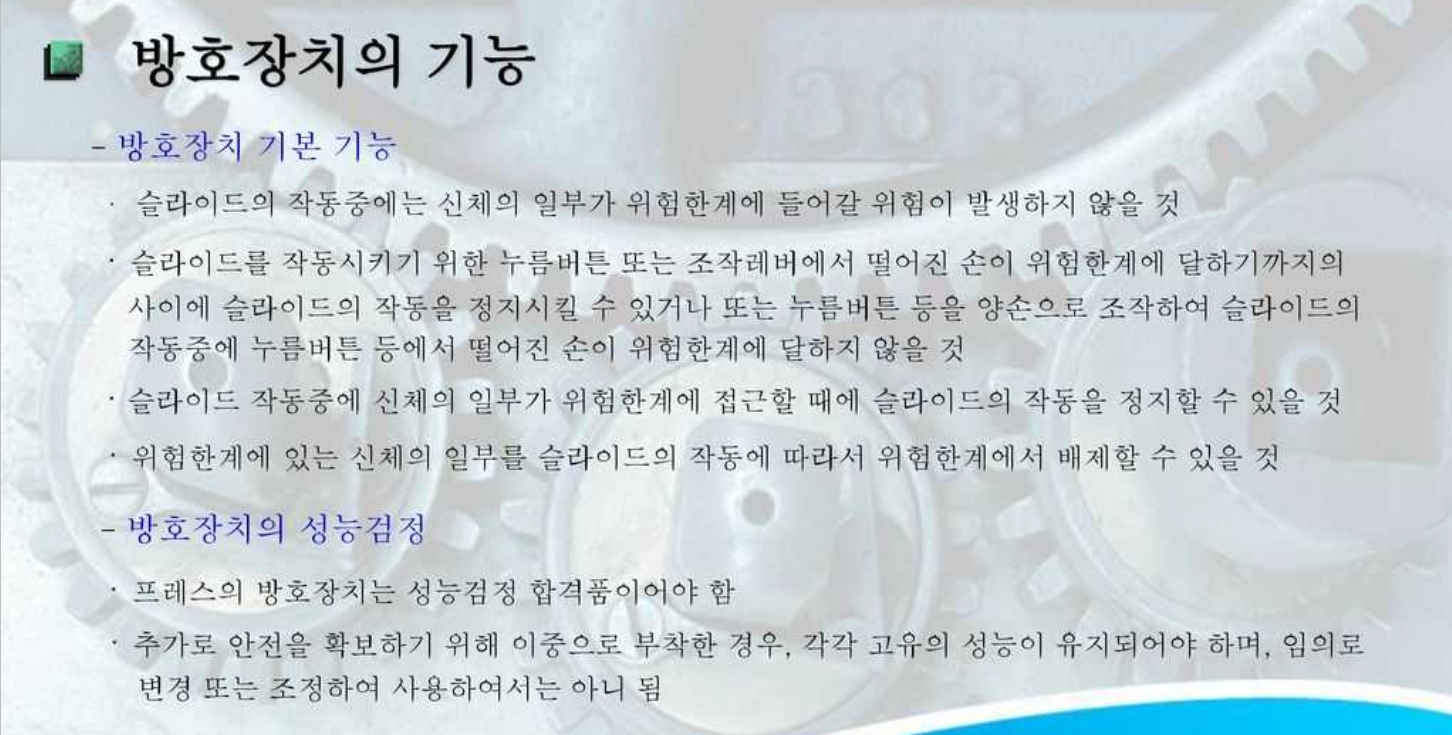
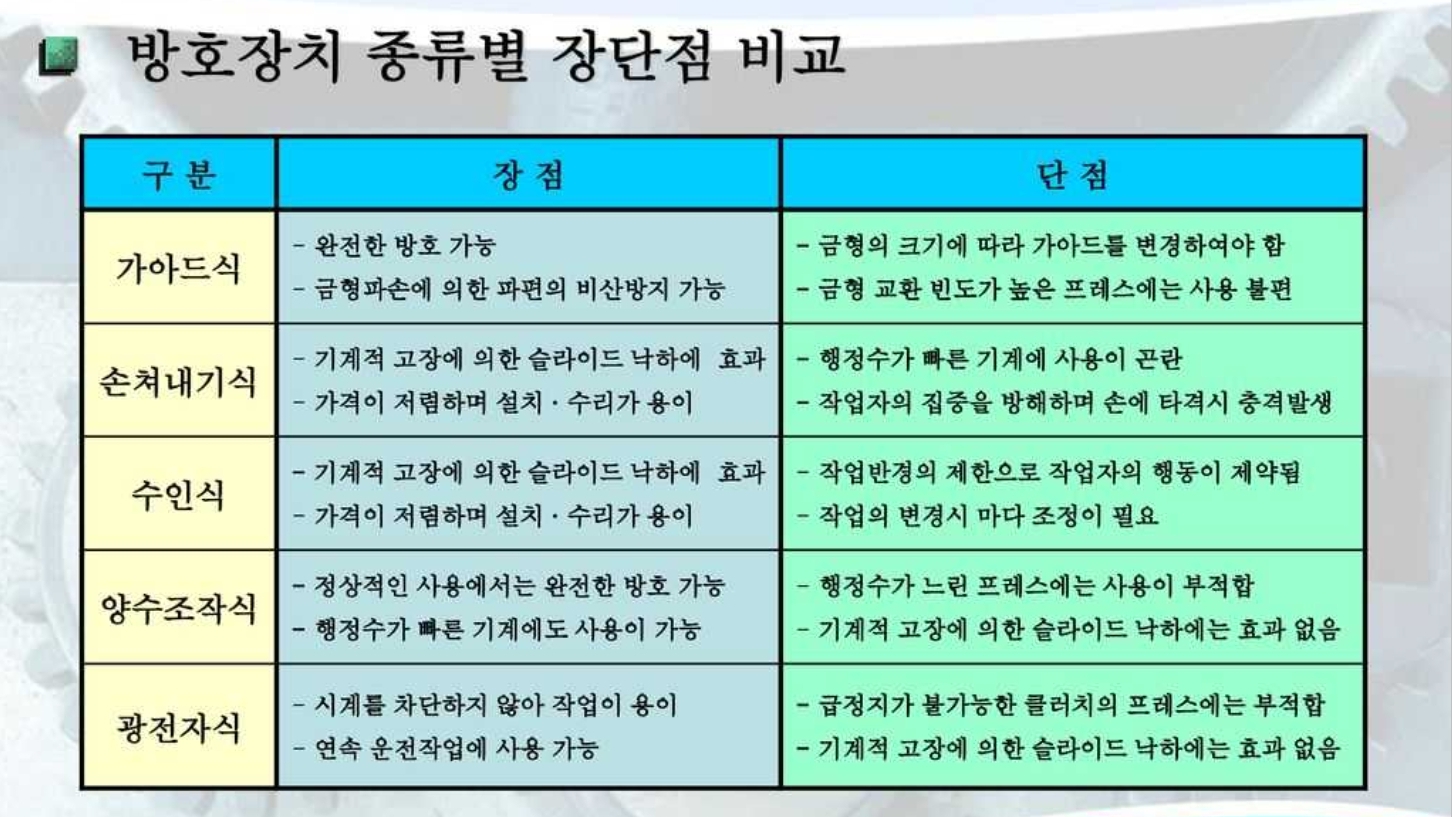
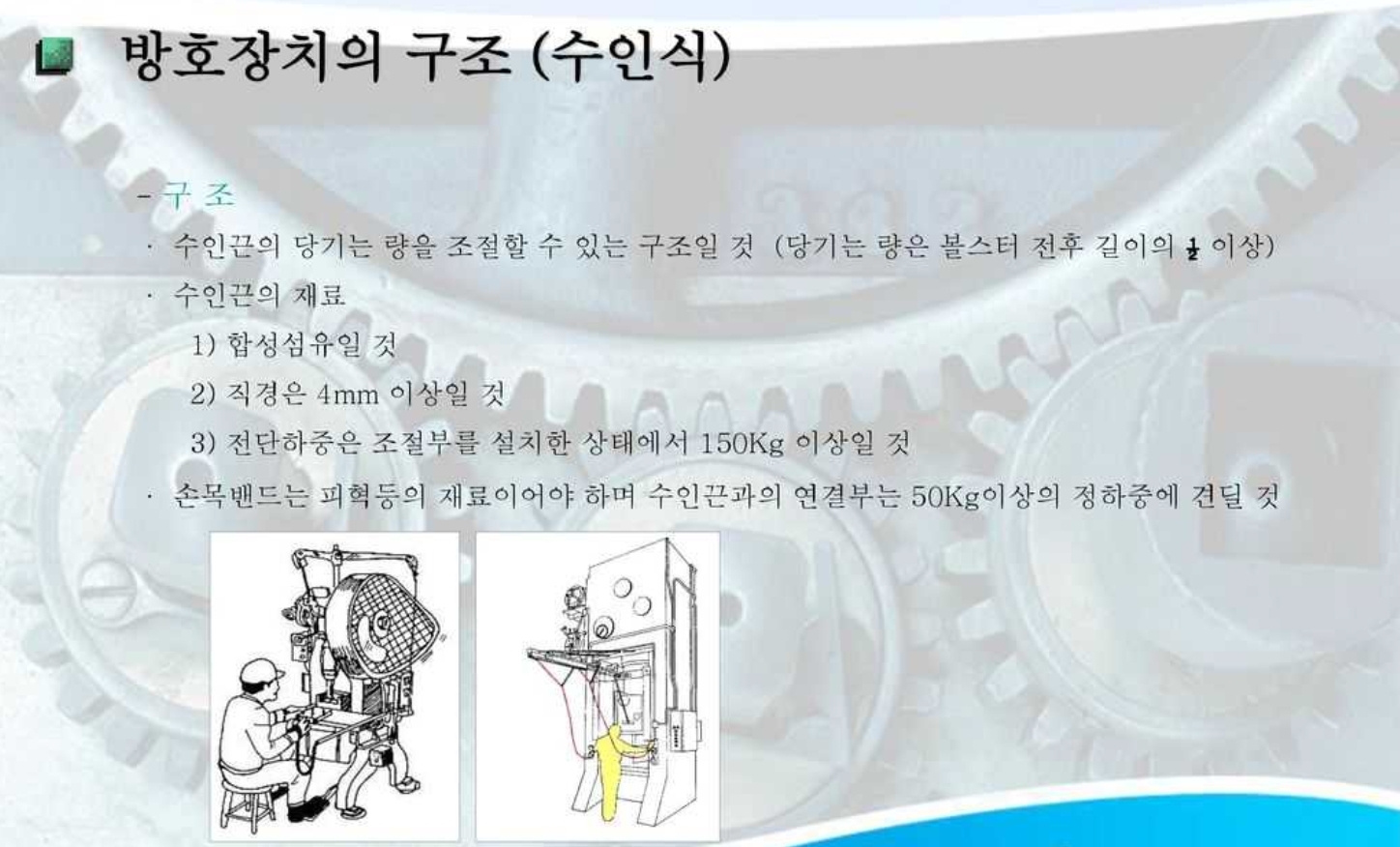
4. 프레스의 방호장치
가. 방호장치의 목적
- 신체의 일부가 위험한계 내에 있을 때에는 당해 기계가 작동되지 않을 것
- 기계의 가동 후에는 신체의 일부가 위험한계 내에 들어갈 우려가 없을 것
- 신체의 일부가 위험한계 내에 있을 때에는 이를 당해 위험한계로부터
자동적으로 배제할 수 있을 것
- 신체의 일부가 위험한계 내에 접근하였을 때에는 슬라이드, 칼날 등의 작동을
자동적으로 정지시킬 수 있을 것
6. 관리감독자의 유해·위험 방지 의무
산압안전보건기준에 관한 규칙 [별표 2] 관리감독자의 유해·위험 방지(제35조제1항 관련)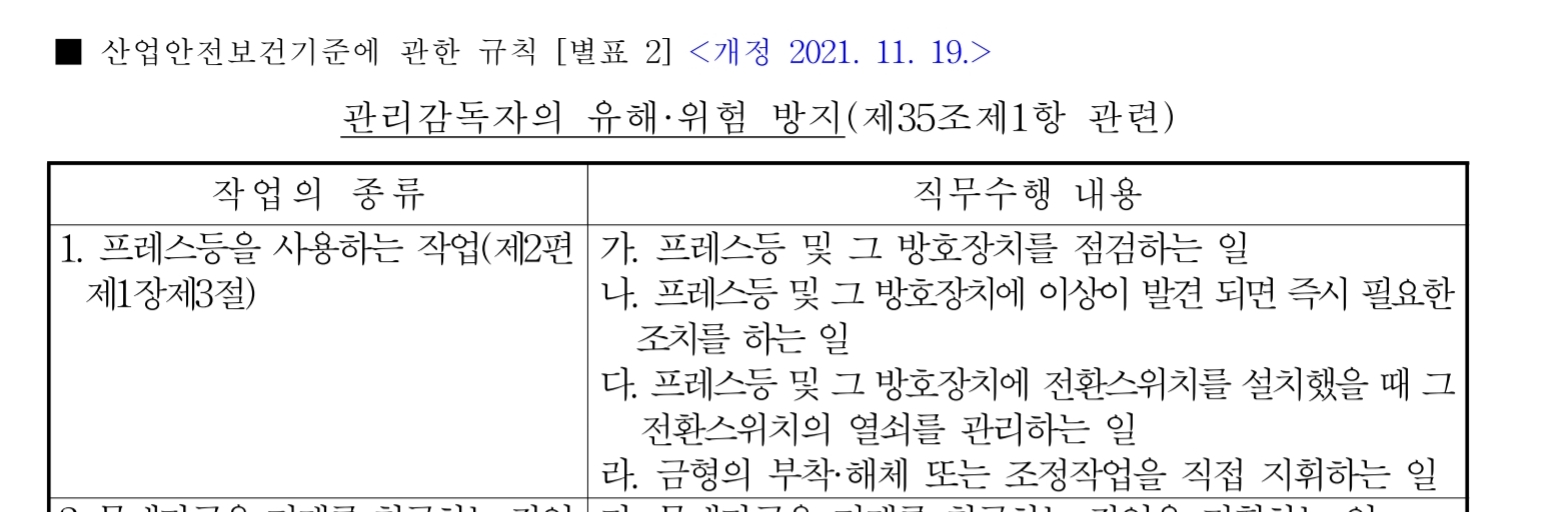 규칙 [별표 2] 관리감독자의 유해·위험 방지(제35조제1항 관련).pdf0.23MB
규칙 [별표 2] 관리감독자의 유해·위험 방지(제35조제1항 관련).pdf0.23MB
7. 작업시작 전 점검사항(제35조제2항 관련)
산업안전보건기준에 관한 규칙 [별표 3] 작업시작 전 점검사항(제35조제2항 관련)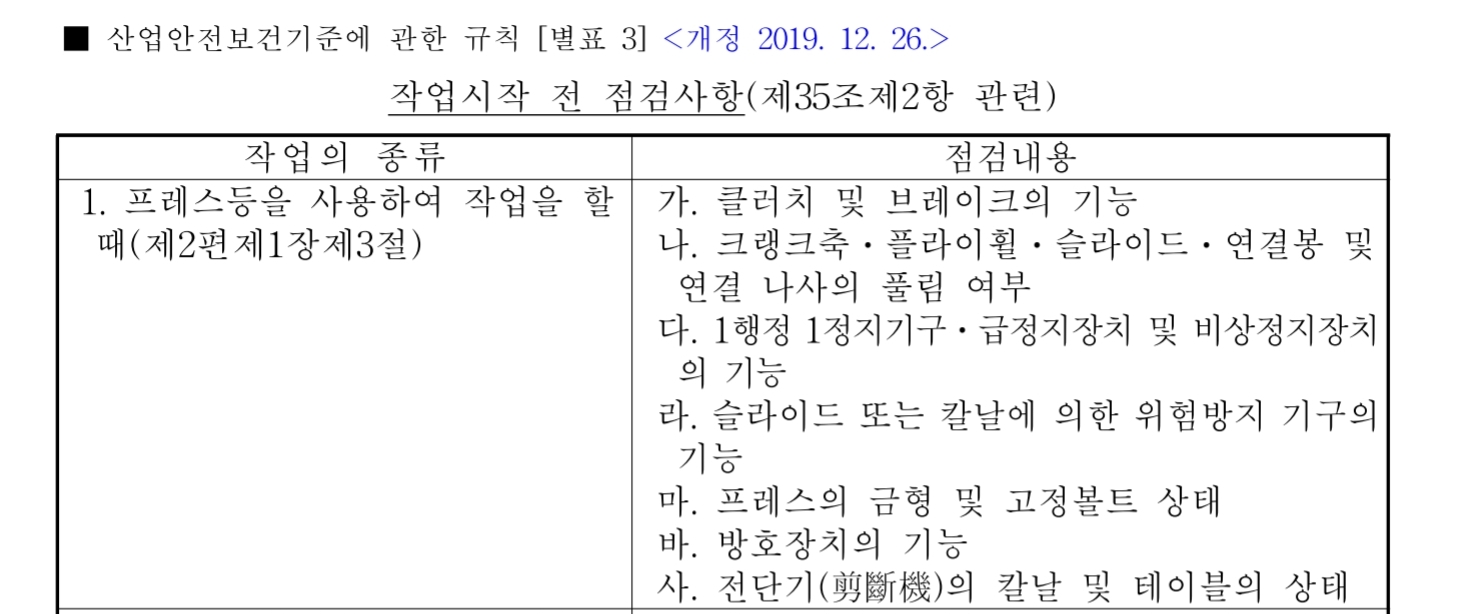 규칙 [별표 3] 작업시작 전 점검사항(제35조제2항 관련).pdf0.19MB
규칙 [별표 3] 작업시작 전 점검사항(제35조제2항 관련).pdf0.19MB
5. 특별안전교육 대상
[산업안전보건법 시행규칙 별표5 ]
안전보건교육 교육대상별 교육내용 (제26조제1항 관련)
라. 특별교육 대상 작업별 교육
▶ 11. 동력에 의하여 작동되는 프레스기계를 5대 이상 보유한 사업장에서 해당 기계로 하는 작업
○ 프레스의 특성과 위험성에 관한 사항
○ 방호장치 종류와 취급에 관한 사항
○ 안전작업방법에 관한 사항
○ 프레스 안전기준에 관한 사항
○ 그 밖에 안전·보건관리에 필요한 사항
6. 법규 조항728x90반응형LIST'기계안전기술사 Study > 06 산업용기계 안전' 카테고리의 다른 글
[기계안전기술사] 컨베이어 안전장치 (0) 2023.01.21 [기계안전기술사] 컨베이어 선정기준 및 설계순서 (0) 2023.01.21 [기계안전기술사] 롤러기 (0) 2022.11.10 [기계안전기술사] 산업용 로봇 (Industrial robot) (0) 2022.11.08 [교육자료] 220501 컨베이어 종류별 안전조치 (안전기술 magazine) (0) 2022.10.28